
Producción bajo pedido de piezas ópticas de silicona para sistemas de iluminación, sensores y módulos transparentes, con soporte de moldeo por inyección (LIM), overmolding sobre PCB y sellado óptico, así como acompañamiento de ingeniería desde la fase de diseño para la manufactura (DFM) hasta la producción en serie.
- Alta transparencia óptica y resistencia al amarilleamiento.
- Soporte de soluciones con lentes, guías de luz, overmolding sobre PCB y sellado óptico.
- Herramientas, moldeo, pruebas y acompañamiento de ingeniería de proyectos en un solo lugar.
Áreas de aplicación

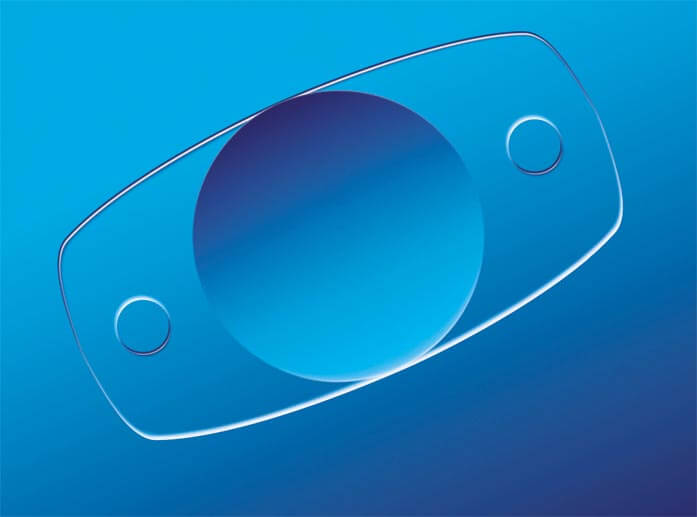
Lentes TIR
Para la formación del haz de luz en proyectores, luminarias empotradas y óptica automotriz, donde se requiere alta eficiencia óptica y distribución precisa de la luz.

Óptica secundaria LED
Para colimación, formación del haz de luz y reducción del deslumbramiento en módulos LED y productos de iluminación.
Relleno óptico / sellado
Para proteger los componentes LED y optoelectrónicos de la humedad, el sobrecalentamiento y los agentes químicos manteniendo la transparencia.

Guías de luz / tubos de luz
Para la transmisión y distribución de la luz en indicadores, iluminación decorativa y productos compactos.
¿Trabaja en una pieza óptica de silicona?
Envíenos el dibujo, la descripción de la aplicación o los parámetros requeridos.
Le ayudaremos a evaluar la viabilidad técnica, seleccionar la ruta de procesamiento y la herramienta incluso antes del cálculo de costos.
1. Ventajas naturales
Alta transparencia óptica — garantiza una transmisión eficaz de la luz para lentes, guías de luz y relleno óptico.
Resistencia al amarilleamiento y la radiación UV — mantiene la transparencia bajo exposición prolongada a la luz y los rayos ultravioleta, reduciendo el riesgo de opacidad con el tiempo.
Amplio rango de temperatura — funciona de manera fiable en condiciones de altas temperaturas y termociclado (por ejemplo, en LED de alta potencia y óptica automotriz).
Excelente reproducción de forma — reproduce con precisión la geometría compleja y las microestructuras, garantizando la formación del haz de luz deseada y características ópticas estables.
2. Productos típicos
Lentes TIR (lentes de reflexión interna total) — controlan el ángulo del haz de luz y aumentan la eficiencia óptica de proyectores, luminarias empotradas y óptica automotriz.
Óptica secundaria LED (colimadores / lentes de formación de haz) — forma y alinea el flujo de luz, proporcionando una iluminación uniforme y reduciendo el deslumbramiento.
Relleno óptico / sellado (módulos LED y optoelectrónicos) — protege los cristales y componentes sensibles de la humedad, el calor y medios químicos agresivos manteniendo alta transparencia del material.
Guías de luz / tubos de luz — transmiten y distribuyen la luz en indicadores, iluminación decorativa y ensamblajes compactos, garantizando brillo estable.


3. Producción de piezas de silicona óptica
3.1 Moldeo por inyección de silicona líquida (LIM) — método principal de producción
La mayoría de las piezas ópticas de silicona se fabrican mediante moldeo por inyección de silicona líquida (LIM), que incluye dosificación y mezcla precisas, llenado del molde y vulcanización en el mismo.
Este proceso garantiza una producción en serie estable y una reproducción precisa de microestructuras.
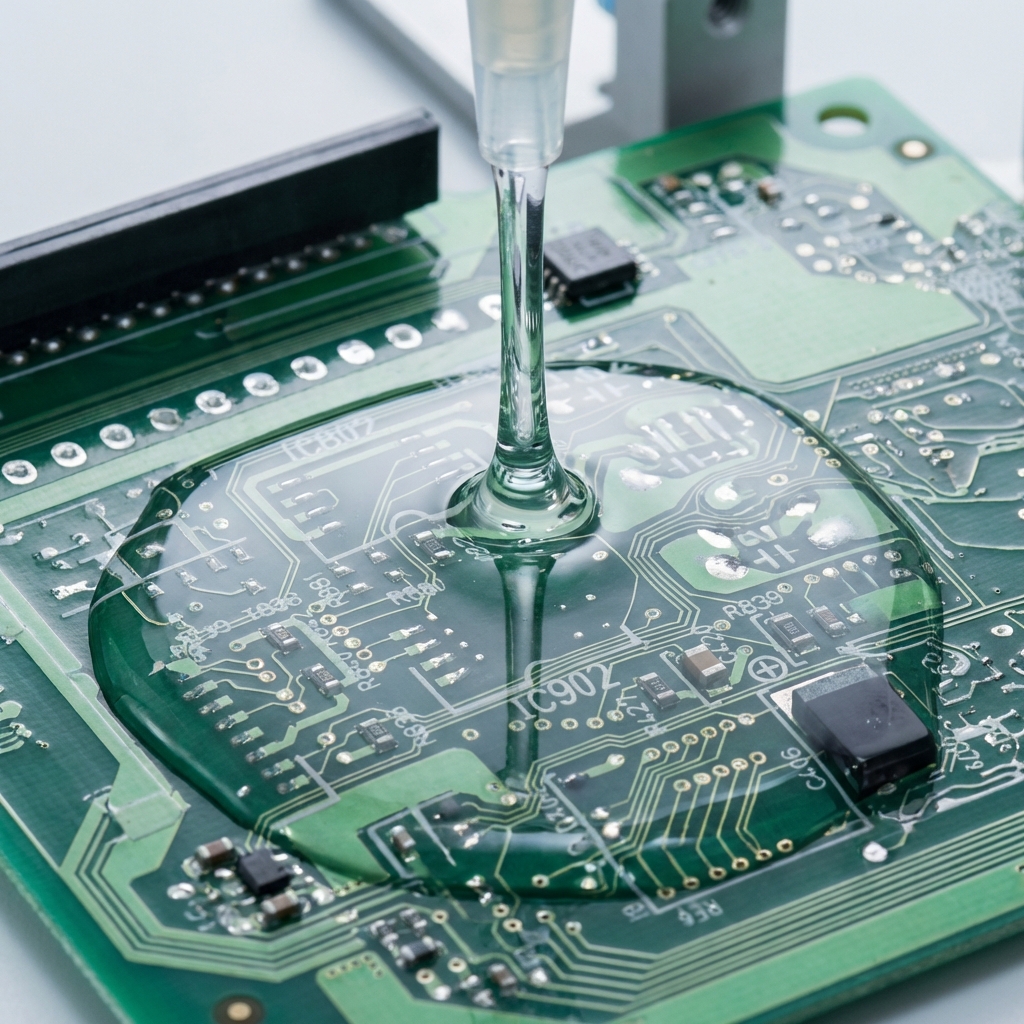
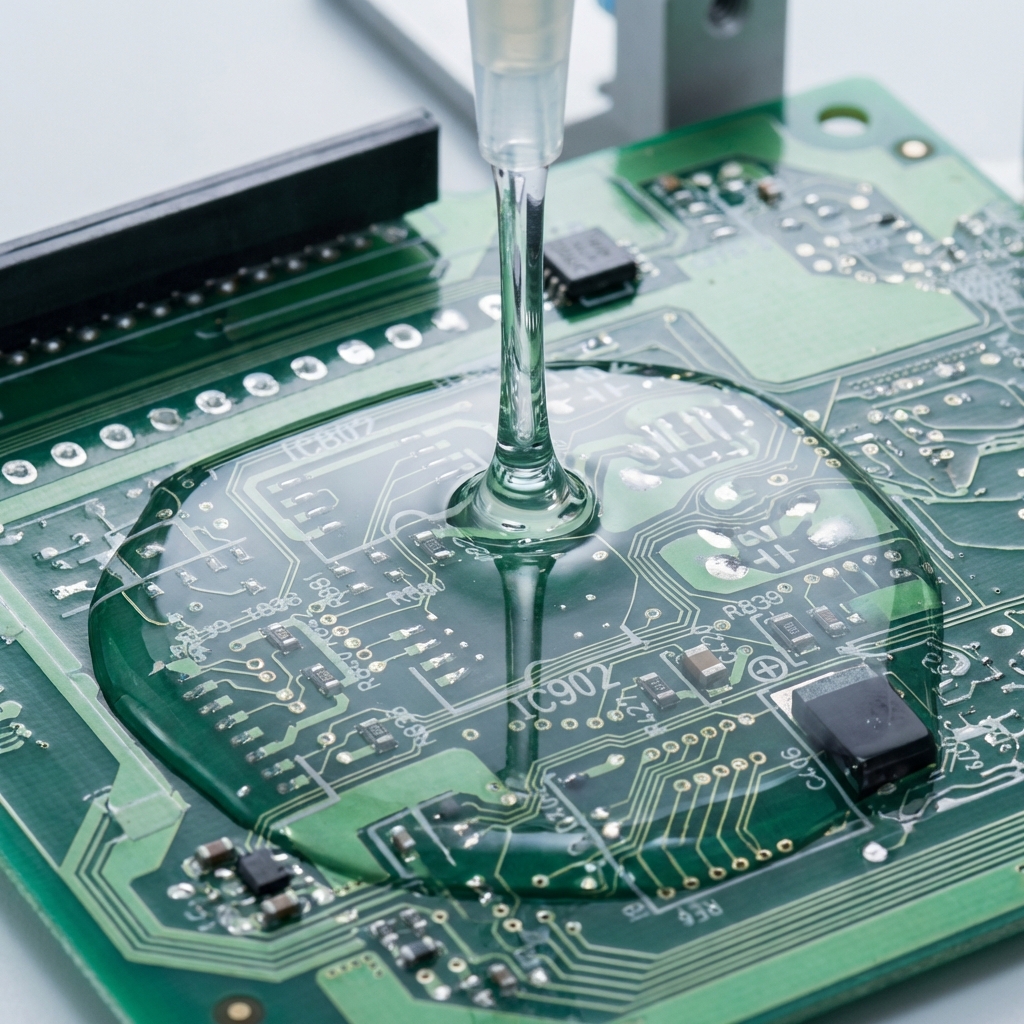
3.2 Overmolding sobre PCB
La tecnología LIM también puede utilizarse para moldear silicona óptica directamente sobre una placa de circuito impreso (PCB overmolding), combinando en una sola pieza la formación óptica del flujo de luz y el sellado/protección.
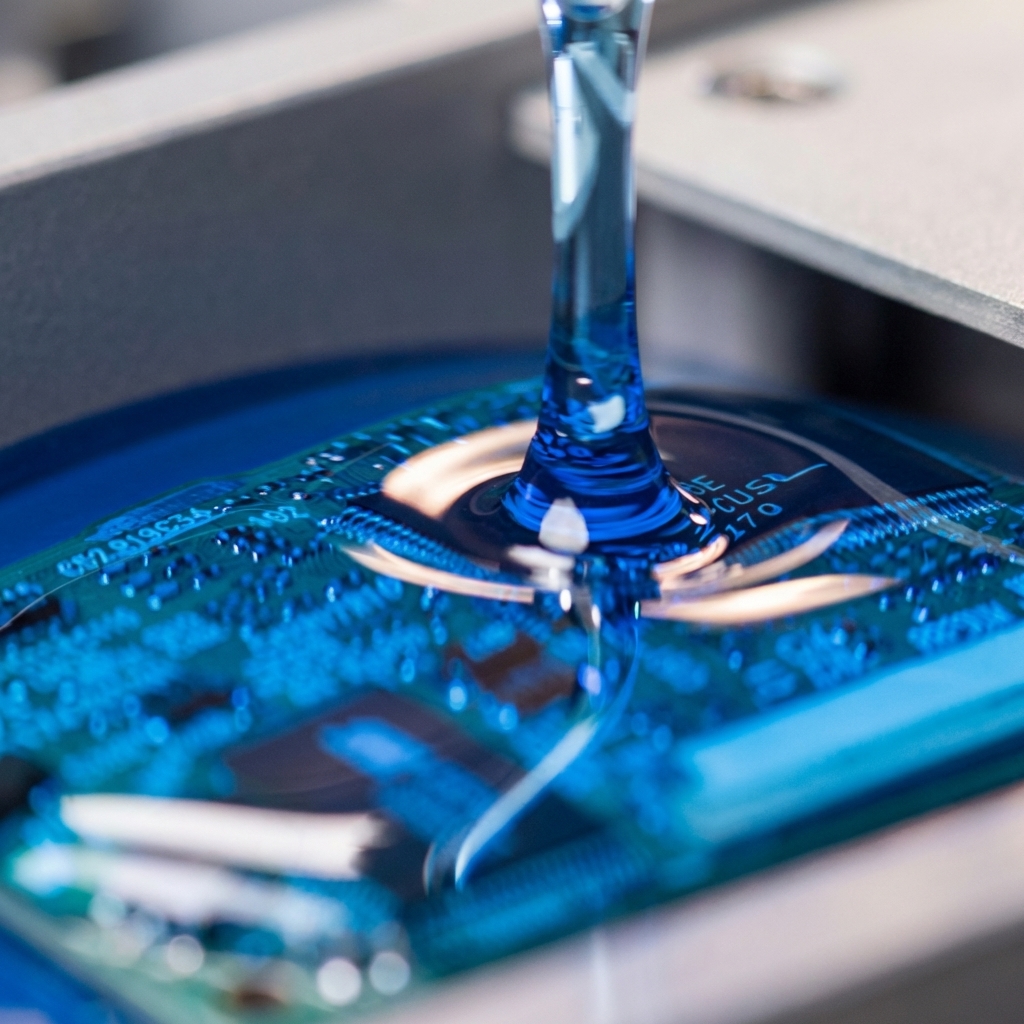
3.2 Relleno óptico de silicona / encapsulación de chips (alto índice de refracción)
Este tipo de relleno óptico de silicona suele ser un silicón de dos componentes (A/B) con alto índice de refracción, desarrollado para el encapsulado secundario de LEDs y la encapsulación de cristales SMD.
Si es necesario, se puede mezclar con polvo fluorescente.
El proceso comienza con la dosificación y mezcla precisas (por ejemplo, A:B = 1:10) seguidas de una cuidadosa desgasificación al vacío para eliminar burbujas y obtener alta transparencia óptica.
El material desgasificado se dosifica luego sobre placas LED o marcos (generalmente de materiales PPA / PCT / EMC, como 4014, 3006, 2835, 3030, generalmente hasta 1 W).
Para prevenir la formación de burbujas debido a la humedad, los sustratos a menudo se hornean previamente (por ejemplo, 150 °C durante 0,5 horas) antes de la aplicación del material.
El curado generalmente se realiza en régimen escalonado, por ejemplo 80 °C durante 1 hora + 150 °C durante 3 horas (para lotes más grandes el tiempo puede aumentarse).
Nota: las marcas de relleno con alto índice de refracción suelen tener una dureza aumentada (por ejemplo, Shore D), lo que garantiza estabilidad de forma y parámetros ópticos, y su costo generalmente es más alto que el de las formulaciones estándar de silicona para relleno.

3.3 Dosificación de aditivos y control de proceso (mateado, difusión, modificadores)
Este no es un proceso separado, es una etapa de formulación y control de proceso que se utiliza durante la inyección de silicona líquida (LIM) o el relleno/dosificación del compuesto.
Los aditivos controlados (colorantes, agentes de difusión, estabilizadores UV y térmicos) se introducen mediante dosificación integrada o mezcla previa, para garantizar un efecto óptico estable y reducir la variación entre lotes (por ejemplo, desplazamiento de tonalidad o difusión desigual).
4 ¿Por qué es tan difícil el moldeo de silicona óptica?
Pulido del molde y calidad superficial — las cavidades ópticas a menudo requieren pulido de calidad espejo. Incluso pequeñas marcas de mecanizado, arañazos, marcas de EDM o líneas de separación imprecisas pueden manifestarse como neblina, destellos o distorsiones al pasar la luz a través de la pieza.
Características del material — el LSR óptico se desarrolla para alta transparencia y bajo nivel de amarilleamiento, por lo que es más sensible a la contaminación, microburbujas y tensiones internas. Pequeñas desviaciones en la mezcla, el manejo del material o el almacenamiento afectan directamente la transmisión de luz y la turbidez.
Comportamiento durante el curado y requisitos de postcurado — dado que las formulaciones de LSR óptico difieren de las estándar, su cinética de curado puede no coincidir con los ciclos típicos de moldeo. Para algunos proyectos se requieren perfiles de curado prolongados e incluso un postcurado extenso (vulcanización secundaria) en hornos especializados, para garantizar estabilidad óptica y reducir el contenido de volátiles o el riesgo de amarilleamiento a largo plazo.
Limitaciones de diseño de moldes — el tipo y la ubicación de los cánones, el balance de flujos, la estrategia de desaireación/vacío y la configuración de los conductos de distribución son de importancia crítica. Un diseño deficiente puede provocar líneas de unión, marcas de flujo, captura de aire o curado desigual, y cada uno de estos fenómenos se convierte en un defecto óptico.
Control del entorno y la limpieza — las piezas ópticas son muy sensibles al polvo y las partículas. Para reducir el nivel de defectos, a menudo son necesarias salas limpias o zonas con control de polvo, estricta disciplina en el manejo de materiales y protección fiable de moldes y piezas en todas las etapas del proceso.
5. Características ópticas y pruebas de durabilidad
5.1 Pruebas de transmisión de luz e índice de refracción
Instrumentos. Espectrofotómetro UV-visible (o espectrofotómetro con esfera integradora para medir la transmisión total de luz) para determinar el porcentaje de transmisión según la longitud de onda, así como refractómetro Abbe o refractómetro digital para medir el índice de refracción (nD).
Metodología. Las muestras moldeadas se preparan con espesor controlado (generalmente 1–2 mm o según el proyecto óptico). La transmisión de luz se mide en el rango objetivo de longitudes de onda (por ejemplo, en el área del espectro visible), y el índice de refracción a la temperatura especificada (generalmente 20–25 °C). Los resultados obtenidos se comparan con los requisitos del proyecto y se utilizan para confirmar la transparencia óptica y los parámetros ópticos establecidos.
5.2 Pruebas de envejecimiento UV / ciclos climáticos de intemperismo
Instrumentos. Cámara de ensayos climáticos acelerados con radiación UV (por ejemplo, equipo con lámparas fluorescentes UVA/UVB o cámara climática de xenón), que permite simular la exposición solar, generalmente con temperatura y humedad controladas.
Metodología. Las muestras se someten a múltiples ciclos de exposición (radiación UV + modos escalonados de temperatura/humedad) durante el tiempo especificado (de cientos a miles de horas, según los requisitos). Tras cada intervalo, las piezas se vuelven a verificar para detectar reducción de la transmisión de luz, aumento de turbidez y grado de amarilleamiento, generalmente utilizando un espectrofotómetro y/o un instrumento para medir la neblina, así como inspección visual de la superficie para detectar defectos y cambios de color.
6. Nuestros servicios
Capacidades de prueba integrales — estamos equipados con maquinaria para la verificación de características ópticas y durabilidad, incluyendo la medición de la transmisión lumínica y el índice de refracción, así como pruebas de envejecimiento UV y ciclos de intemperismo atmosférico, más control de apariencia y defectos de acuerdo con sus especificaciones técnicas.
Suministro de materiales ópticos y soporte de ingeniería — adquirimos materiales de silicona óptica de los principales proveedores mundiales, como Shin‑Etsu y WACKER, y nuestros propios ingenieros de desarrollo ayudan a seleccionar la composición y los modos de procesamiento para una amplia gama de requisitos de piezas de silicona óptica.
Diseño de moldes LSR y fabricación de herramientas — gama completa de servicios desde el análisis DFM hasta la fabricación de herramientas para superficies ópticas, incluyendo la selección del esquema de cánones, salidas y vaciado, así como pulido de calidad espejo para garantizar transparencia estable y reproducción precisa de microestructuras.
Entorno de producción para moldeo óptico — además de la sala limpia estándar, contamos con una sección de producción especializada orientada al moldeo de grados ópticos de LSR, con estricto control de contaminación y reglamento de manejo de materiales para reducir la cantidad de burbujas, partículas y defectos superficiales.
Diversidad de rutas tecnológicas — apoyamos diferentes variantes de producción según el diseño y la aplicación de su pieza: moldeo óptico LIM estándar, moldeo de silicona sobre placas de circuito impreso (LED PCB overmolding), así como relleno/sellado óptico de módulos y ensamblajes.
Equipo de producción completo — conjunto completo de equipos para dosificación y mezcla, moldeo, relleno/dosificación, desgasificación al vacío, curado y acabado final, lo que garantiza resultados estables desde muestras de prueba hasta producción en serie.